Dichtungstechnik
Technische Informationen über die Dichtungstechnik
1. Einbauhinweise
1.1 STANGENDICHTUNGEN UND ABSTREIFER
Oberflächengüte
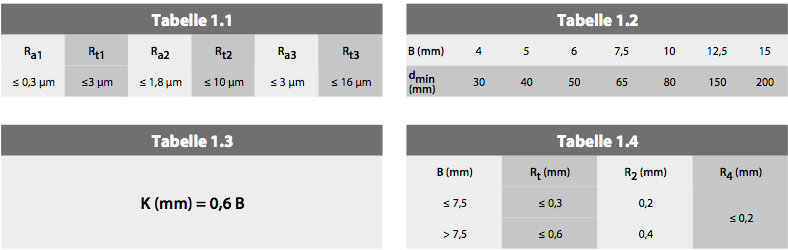
Die in Tabelle 1.1 angegebenen Rauhigkeitswerte müssen sowohl im Ra- als auch im Rt-Bereich eingehalten werden.
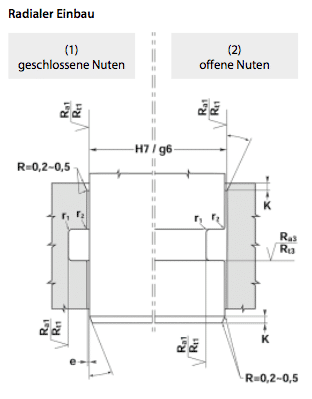
Offene oder geschlossene Nuten
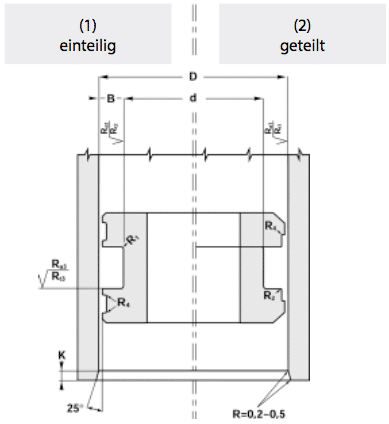
Anhand von Tabelle 1.2 kann festgelegt werden, ob die Montage in geschlossenen Nuten (1) möglich ist. Bei einem bestimmten Querschnitt B empfehlen wir eine Montage in offenen Nuten (2), insofern der Stangendurchmesser kleiner als der Mindestdurchmesser (dmin) ist.
Abfasungen
In Tabelle 1.3 werden die einzuhaltenden Abfasungslängen K angegeben.
Abrundungen
Scharfe Kanten sind zu vermeiden. In Tabelle 1.4 werden die einzuhaltenden Radien angegeben.
1.2 KOLBENDICHTUNGEN UND FÜHRUNGSRINGE
Oberflächengüte
Die in Tabelle 1.1 angegebenen Rauhigkeitswerte müssen sowohl im Ra- als auch im Rt-Bereich eingehalten werden.
Ein- oder mehrteilige Kolben
Für jedes Dichtungsprofil die in diesem Katalog zusammen mit jeder einzelnen Dichtung erstellte Rubrik „Montage“ zu Rate ziehen.
Abfasungen
In Tabelle 1.3 werden die einzuhaltenden Abfassungslängen K angegeben.
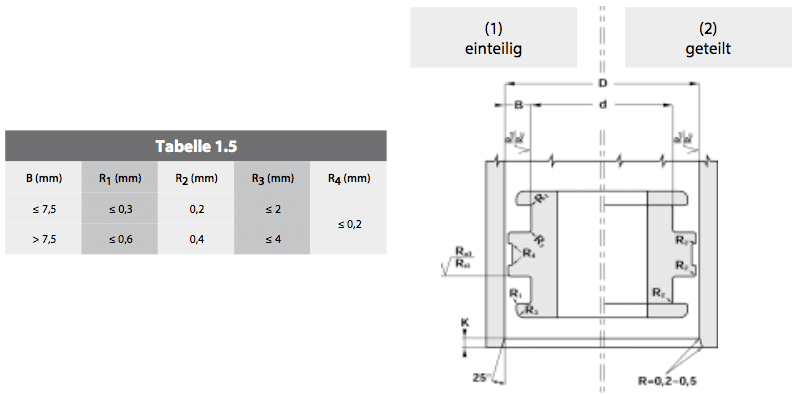
Abrundungen
Scharfe Kanten sind zu vermeiden. In Tabelle 1.5 werden die einzuhaltenden Radien angegeben.
2. Sachgerechte Montage
Insofern die Hydraulikdichtungen nicht sachgerecht montiert werden, können infolge der Beschädigung der Dichtungen zahlreiche Probleme auftreten. Hier einige wichtige Hinweise zum Vermeiden dieser Probleme:
- Kontrollieren Sie die Nutdurchmesser, die Toleranzen, die Oberflächengüte und die Abfasungen, indem Sie sich auf die in diesem Katalog enthaltenen Angaben stützen.
- Die Dichtung darf während des Zusammensetzens nicht mit scharfen Kanten, gebohrten Löchern oder Gewinden in Berührung kommen.
- Alle Metallteile müssen tadellos sauber, spanlos, schweißspritzerfrei und fehlerlos sein.
- Sämtliche Dichtungen müssen vor der Montage mit derselben Flüssigkeit geschmiert werden, die auch im Hydraulikkreis verwendet wird, oder mit einer Flüssigkeit, die mit dieser kompatibel ist.
- Es dürfen keine scharfkantigen Werkzeuge für die Montage verwendet werden. Die Dichtungen dürfen nicht über einen längeren Zeitraum verformt werden.
- Schlussendlich ist darauf zu achten, dass die Dichtung in Bezug auf den Druck der Flüssigkeit richtig herum montiert wird und alle anderen Teile ebenfalls korrekt montiert werden.
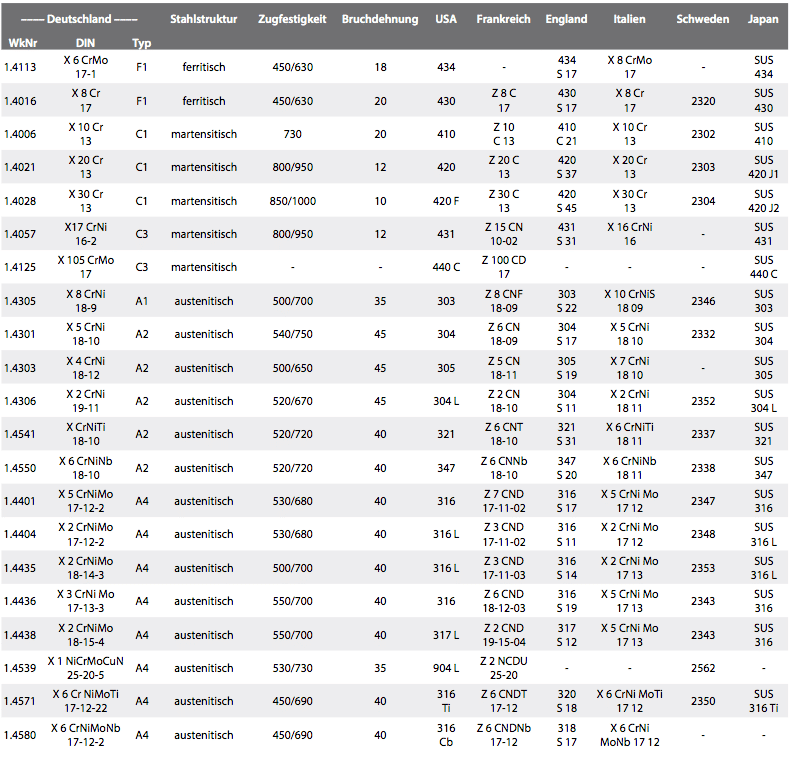
3. Internationale Vergleichstabelle für Korrosionsbeständige Stähle
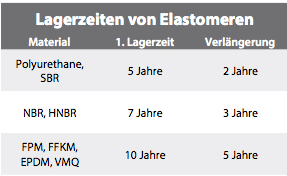
4. Lagerbedingungen von Elastomeren
- max. 25 °C
- keine direkten Wärmequellen in der Nähe
- keine direkte Sonneneinstrahlung
- UV-arme Beleuchtung installieren
- Luftfeuchte max. 60 % Vermeidung von Kondensation
- keine ionisierende Strahlung und Ozoneinwirkung z. B. durch Schweißarbeiten
- in PE-Beutel oder Orginalverpackung lagern
- nicht hängend z.B. auf Haken u.s.w. lagern
BEGUTACHTUNG NACH ERSTER LAGERZEIT
Sichtprüfung:
- Verformung, Schnitte, Risse an der Oberfläche (mit Lupe 10-fache Vergrößerung)
- Verhärtung, Erweichung, Verfärbung, Verschmutzung
- bleibende Verformungen, Falten, Flachstellen
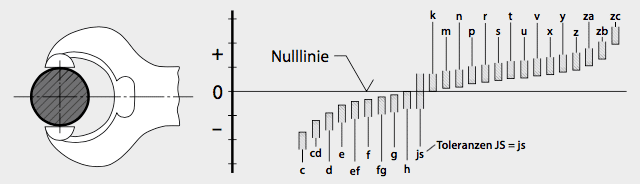
5. Toleranzen und Passungen
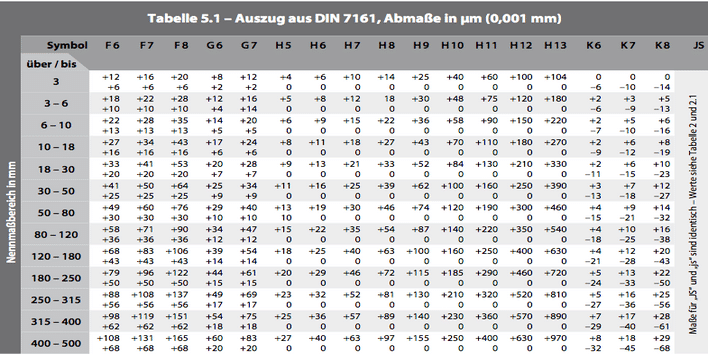
Passungstabelle ISO-Toleranzen Einheitsbohrung/Einheitswelle nach ISO 286.
Die Abmaße für Wellen sind nach DIN 7160, für Bohrungen nach DIN 7161 ausgeführt.
ABMASSE FÜR BOHRUNGEN UND WELLEN

Das ISO-System für Toleranzen und Passungen bezieht sich auf alle Längenmaße wie Außenmaße, Innenmaße, Durchmesser, Längen, Breiten, Höhen und Dicken.
Für alle in diesem System definierten Maße gilt die Bezugstemperatur 20 °C. Die Tabellen 5.1, 5.2 und 5.3 beinhalten eine Auswahl im Bereich Werkzeug- und Formenbau bewährter Toleranzen, die vorzugsweise auch bei HASCO-Normalien zur Anwendung kommen. In unseren technischen Unterlagen sind diese Toleranzen, zur Darstellung der präzisen Ausführung, an den Produkten angegeben. Auch in anderen Bereichen sind diese Toleranzen vorteilhaft anzuwenden.
TOLERANZEN FÜR INNENMASSE (BOHRUNGEN)
TOLERANZEN FÜR AUSSENMASSE (WELLEN)
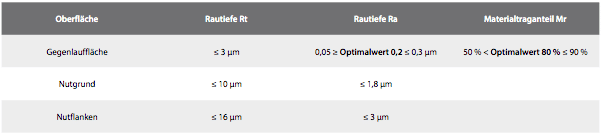
6. Oberflächenkennwerte für Einbauräume
Allgemeine Anforderungen an Dichtungseinbauräume.
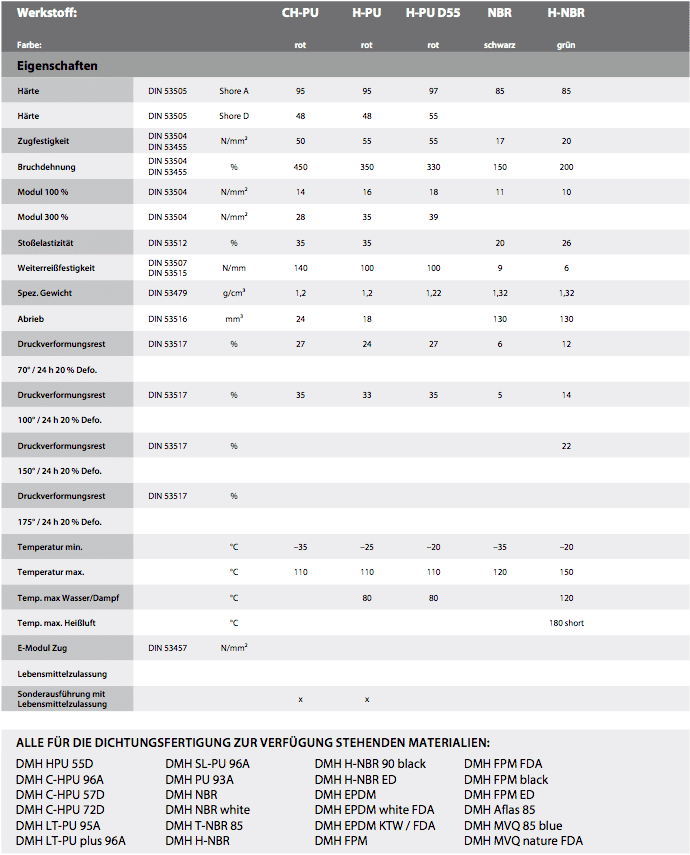
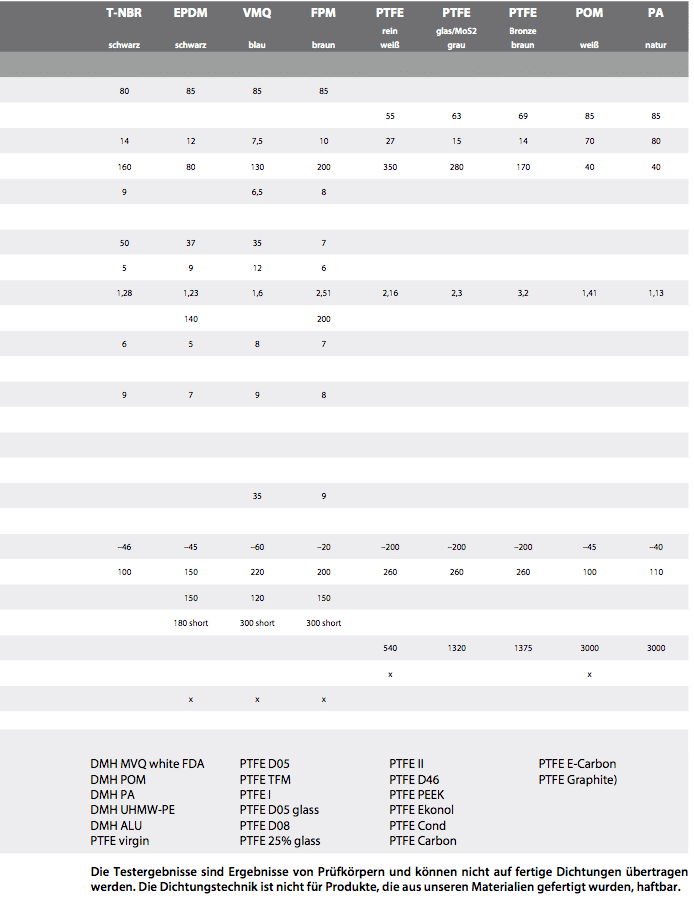
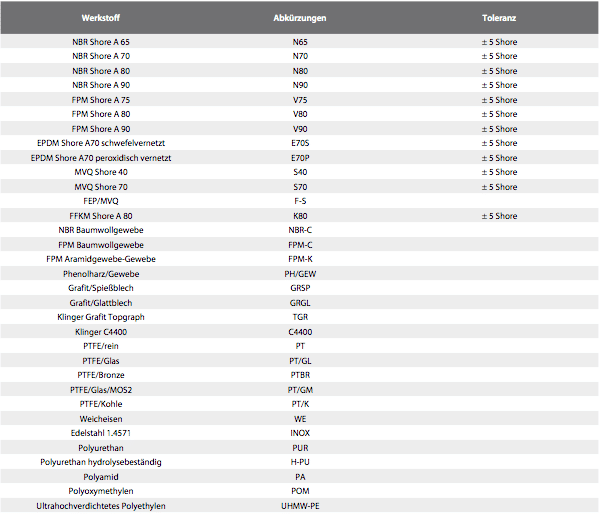
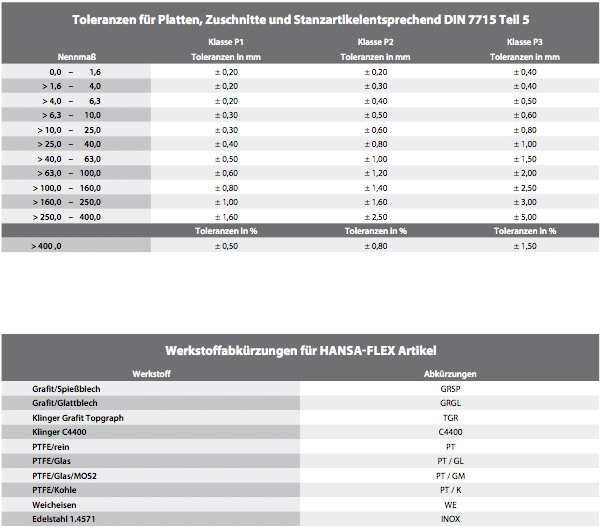
7. Werkstoffabkürzungen für HF-Dichtungsartikel
8. Buchsen
8.1 Allgemeines
Technische Daten
Zum besseren Verständnis möchten wir vorab einige wichtige technische Daten präzisieren, die laufend verwendet werden. Wir gehen aus von einer Buchse mit einem Innendurchmesser „d“ und einer Breite „L“.
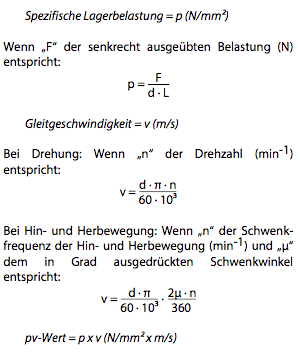
Berechnung der Lebensdauer
Die Lebensdauer einer Buchse hängt von der spezifischen Lagerbelastung, der Gleitgeschwindigkeit, der Betriebstemperatur und dem Werkstoff der Welle (Oberflächengüte und Härte) ab. Auf Anfrage können wir Ihnen eine Lebensdauer berechnen, die allerdings nur Richtwert hat.
Montage der Buchsen
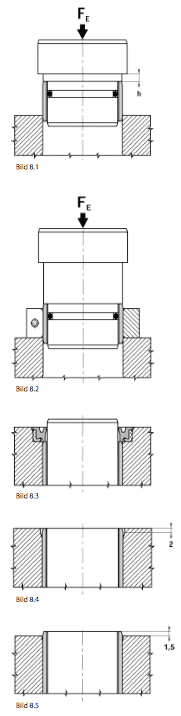
Für die Montage der Buchsen mit einem Außendurchmesser bis zu 50 mm wenden Sie das Grundschema von Bild 8.1 an. Durch die Bearbeitung der Lagerfläche auf einer bestimmten Höhe h kann die Buchse in eine genaue Tiefe h in die Bohrung eingepresst werden.
Für die Montage der Buchse mit einem Außendurchmesser über 50 mm verwenden Sie bitte einen Hilfs- ring wie auf Bild 8.2. Auf Anfrage können wir Ihnen die Einpresskraft FE berechnen.
Einbauprinzip
Wir empfehlen Ihnen, die Buchsen mit Dichtungen des Typs SWP oder Wellendichtringe (Bild 8.3) zu schützen, um Verschmutzungen zu vermeiden. Um letzlich Spannungskonzentrationen an den Kanten der Buchsen zu vermeiden, sollten vorzugsweise Abfasungen bearbeitet werden oder diese über den Rand hinausragen (Bild 8.4 und 8.5).
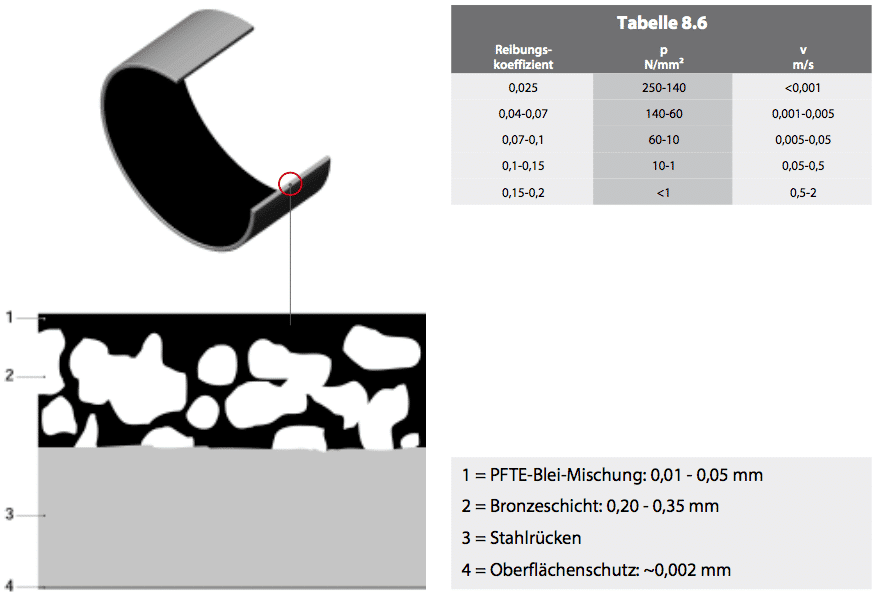
8.2 Wartungsfreie Buchsen TYP BK-1
Aufbau
Die Buchse BK-1 setzt sich zusammen aus einem Stahlrücken (3), auf den eine poröse Bronzeschicht aufgesintert ist (2). Anschließend wird eine PTFE-Blei-Mischung (1) in die Bronzeschicht gewalzt. Der Stahlrücken wird durch äußere Verzinnung oder Verkupferung vor Korrosion geschützt (4).
Eigenschaften
- Die Buchse BK-1 weist zahlreiche Vorteile auf:
- geeignet für Trockenlauf und wartungsfrei
- Geräusch- und Schwingungsabsorption
- hydrodynamischer Betrieb möglich
- hohe zulässige Belastung
- gute chemische Beständigkeit
- gute Reibungseigenschaften
- kein stick-slip
- breiter Temperaturbereich
- hohe Gleitgeschwindigkeit
- keine Wasseraufnahme
- geringes Spiel bei Betrieb
- äußerst platzsparend
Anwendungsbereiche
Die Buchsen BK-1 eignen sich für Übertragungs-, Rotations- und Oszillationsbewegungen.
Anwendungsbeispiele:
- Stangenführung für Pneumatik- und Hydraulikzylinder
- Befestigungsösen der Pneumatik- und Hydraulikzylinder
- Förderanlagen, Textilmaschinen, Autos, …
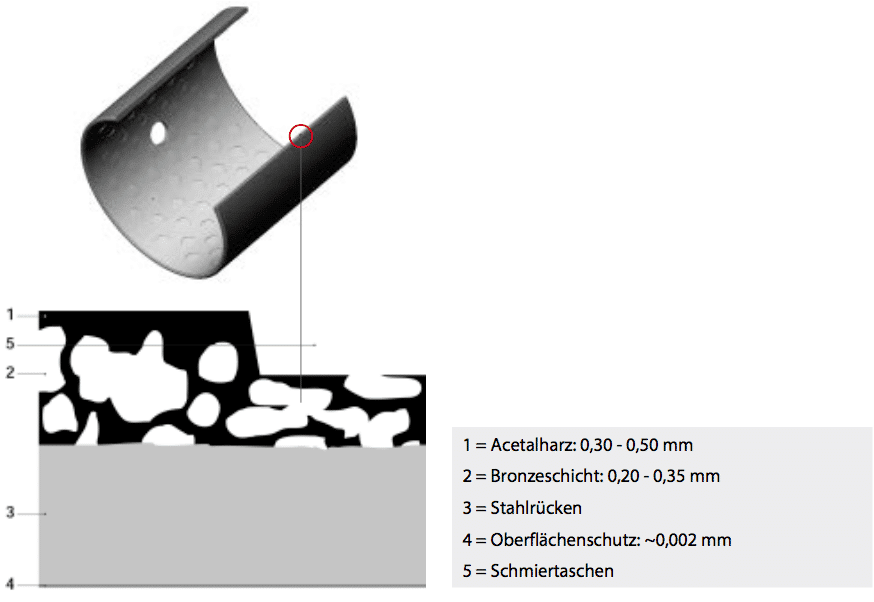
8.3 Nachschmierbare Buchsen TYP BK-2
Aufbau
Die Buchse BK-2 setzt sich zusammen aus einem Stahlrücken (3), auf den eine poröse Bronzeschicht aufgesintert ist (2). Anschließend wird der Acetalharz POM (1) in die Bronzeschicht gewalzt. Der Stahlrücken wird durch äußere Verzinnung oder Verkupferung vor Korrosion geschützt (4). Schließlich werden Schmiertaschen (5) in die Gleitbeschichtung geprägt.
Eigenschaften
- Die Buchse BK-2 weist zahlreiche Vorteile auf:
- wartungsfreier Betrieb
- Geräusch- und Schwingungsabsorption
- nachschmierbar
- hydrodynamischer Betrieb möglich
- hohe zulässige Belastung
- gute Reibungseigenschaften
- hohe Gleitgeschwindigkeit
- keine Wasseraufnahme
- bei schwer realisierbarem Ölfilm zu verwenden
- geringes Spiel bei Betrieb
- äußerst platzsparend
Anwendungsbereiche
Die Buchsen BK-2 eignen sich für Rotations- und Oszillationsbewegungen. Eine Erstschmierung mit Fett ist rat- sam und eine durchgehende Schmierstoffbeigabe verlängert beträchtlich die Lebensdauer des Gleitlagers.
Anwendungsbeispiele:
- Befestigungsösen der Pneumatik- und Hydraulikzylinder
- landwirtschaftliche Ausrüstungen
- Förderausrüstungen für Werkstoffe
- Tiefbaugeräte, …
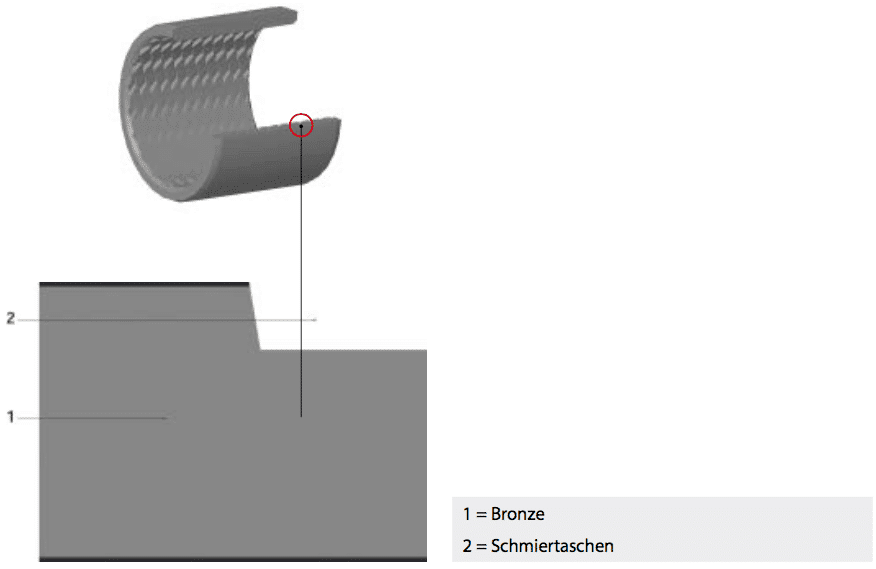
8.4 Bronze-Buchsen TYP BK090
Aufbau
Die Buchse BK090 wird vollständig in CuSn8-Bronze ausgeführt und aus kalibrierten und gerollten Bändern gefertigt. Die ganze Gleitoberfläche ist mit rautenförmigen Schmiertaschen versehen. Diese Taschen dienen als Speicher, in die Schmierstoff eingeführt wird, der während des Betriebs progressiv freigesetzt wird. Für Nachschmierung Bohrung einbringen!
Eigenschaften
- Die Buchse BK090 weist zahlreiche Vorteile auf:
- wartungsfreier Betrieb
- nachschmierbar
- für verschmutzte Umgebung geeignet
- stoß- und schwingungsfest
- hohe zulässige Belastung
- gute Reibungseigenschaften
- keine Wasseraufnahme
- geringes Spiel bei Betrieb
- äußerst platzsparend
Anwendungsbereiche
Die Buchsen BK090 eignen sich für Rotations- und Oszillationsbewegungen. Eine Erstschmierung mit Fett ist rat- sam und eine durchgehende Schmierstoffbeigabe verlängert beträchtlich die Lebensdauer des Gleitlagers.
Anwendungsbeispiele:
- Befestigungsösen der Hydraulikzylinder
- Geräte für den Forstbetrieb
- landwirtschaftliche Ausrüstungen
- Förder- und Hubanlagen
- Tiefbaugeräte, …
9. O-Ringe
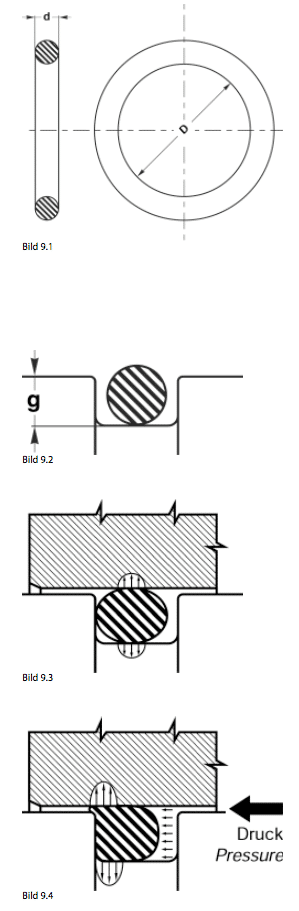
9.1 BESCHREIBUNG VON O-RINGEN
Der O-Ring oder Rundring ist ein Ring mit kreisförmigem Querschnitt (Torus), der durch seinen inneren Durchmesser D und seinen Torusdurchmesser d definiert wird. Diese Dichtung ist im Bereich der hydraulischen und pneumatischen Dichtigkeit am weitesten verbreitet.
Der O-Ring vereinigt folgende Vorteile auf sich:
- einfache und leicht ausführbare Nut
- verfügbar in einem breiten Angebot von Werkstoffen: NBR, FPM, EPDM, Silikon, PTFE, PUR, …
- einfache und sichere Montage angesichts der Symmetrie der Dichtung
- interessanter Preis angesichts neuer Produktionstechniken
- breit gefächerter Anwendungsbereich: statische Dichtigkeit, dynamische Dichtigkeit (bei linearer und Drehbewegung), …
- geringer Raumbedarf
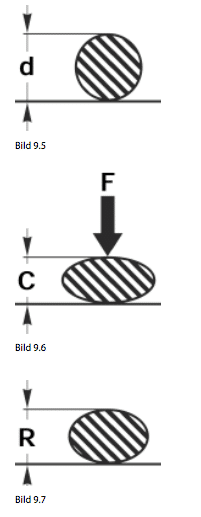
9.2 FUNKTIONSWEISE VON O-RINGEN
Das Funktionsprinzip wird in Bild 9.2 zusammengefasst:
- Die Dichtung wird in eine Nut eingeführt, deren Tiefe g kleiner als der Torusdurchmesser d ist (Bild 9.2).
- Nach der Montage in die Bohrung wird der O-Ring durch Einspannung in die Bohrung einer Pressung ausgesetzt (Bild 9.3).
- Schließlich wirkt der Druck des Mediums auf den O-Ring ein und erhöht die Ausgangspressung (Bild 9.4).
Angesichts des Funktionsprinzips kommt der Vorspannung (Bild 9.3) des O-Rings eine wesentliche Bedeutung zu. Je nach Anwendung und Werkstoff weist diese Pressung des Elastomers folgende Unterschiede auf:
- Von 3 bis 20% in dynamischer Dichtigkeit (hydraulische und pneumatische Dichtigkeit). In diesem Katalog schwanken die in dynamischer Dichtigkeit verwendeten Ausgangs- druckwerte zwischen 12 und 14 %.
- Von 15 bis 30 % in statischer Dichtigkeit. In diesem Katalog schwanken die in statischer Dichtigkeit verwendeten Ausgangsdruckwerte zwischen 17 und 27 %.
9.3 TECHNISCHE MERKMALE VON O-RINGEN
Arbeitsdruck statisch
- bis zu 150 bar für den NBR 70 shore A ohne Stützring
- bis zu 500 bar für den NBR 70 shore A mit Stützring
Lineare Geschwindigkeit
bis zu 0,5 m/s
Geschwindigkeit bei Drehbewegungen
bis zu 2 m/s
D.V.R.: Druckverformungsrest
Der Druckverformungsrest oder „Compression Set” ist ein sehr wichtiger Begriff, da er die zeitbezogene Elastizität des verwendeten Elastomers misst.
Wie aus den Bildern 9.5, 9.6 und 9.7 zu ersehen ist, wird ein O-Ring mit einem Torus d durch eine Belastungskraft F zu einem Wert C zusammengepresst, dies während eines bestimmten Zeitraums und bei einer bestimmten Temperatur.
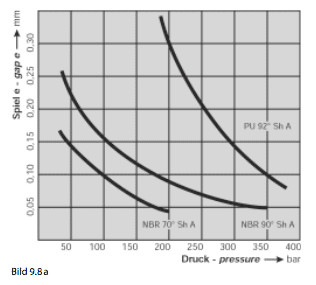
9.4 ZULÄSSIGES SPIEL VON O-RINGEN
Ziehen Sie das Diagramm von Bild 9.8 zu Rate, um das höchstzulässige Spiel e festzulegen: je nach verwendetem Druck muss das Spiel immer unter den links der Kurve befindlichen Werten liegen.
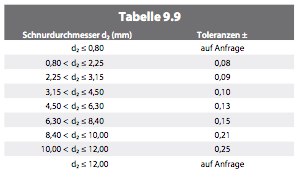
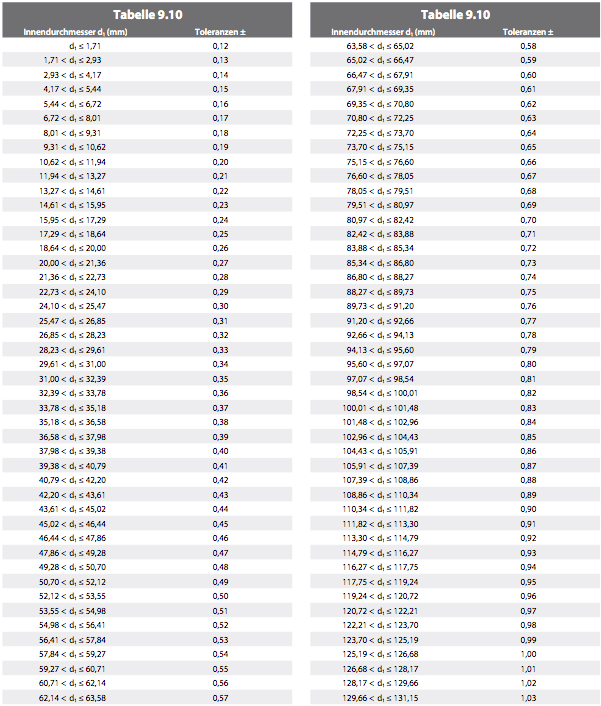
9.5 MASSTOLERANZEN FÜR O-RINGE NACH ISO 3601-1:2008 KLASSE B
Die Toleranzen für die Schnurdurchmesser d2 sind in der Tabelle 9.9 aufgeführt.
Die Toleranzen für den Innendurchmesser d1 berechnen sich gemäß ISO 3601-1:2008, Klasse B nach folgender Formel:
![]()
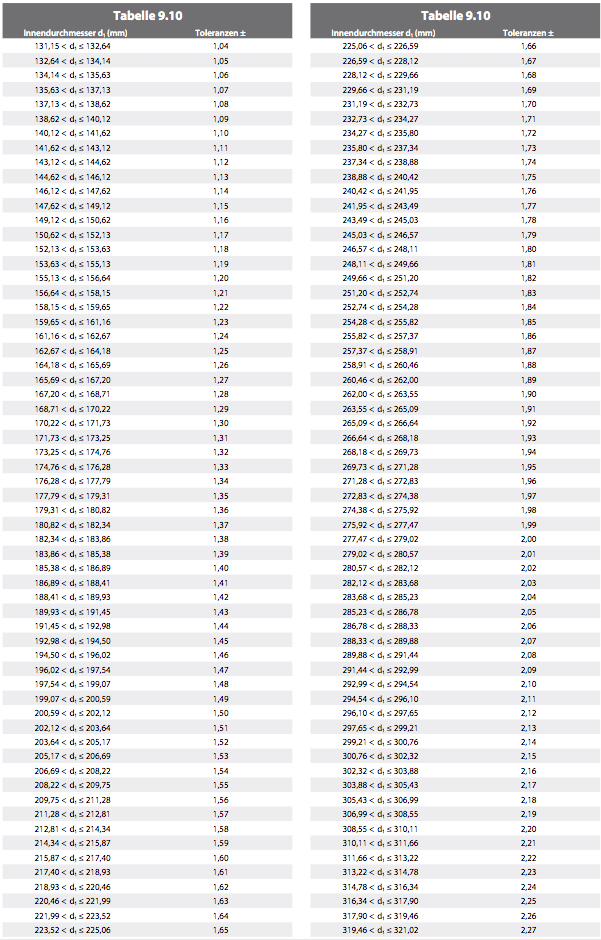
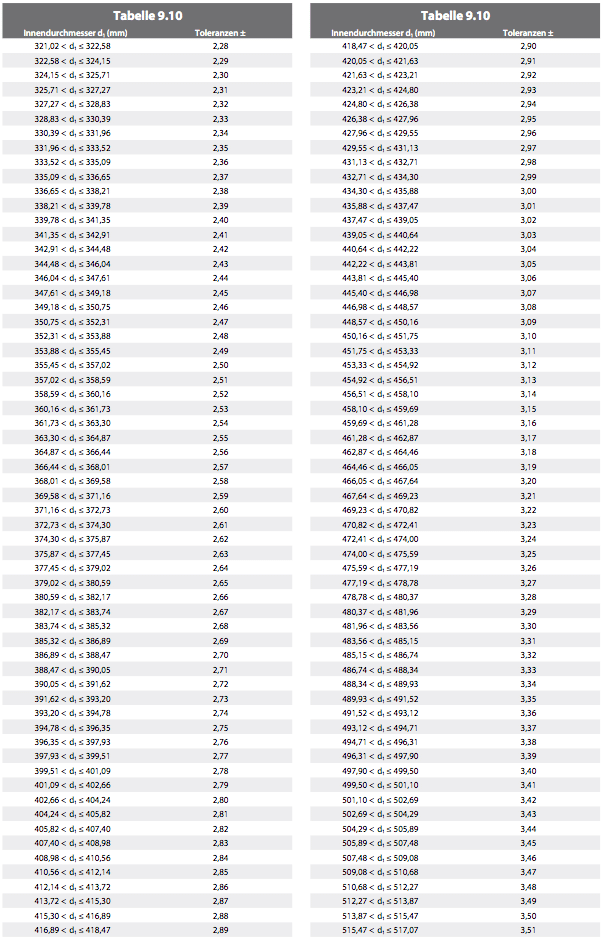
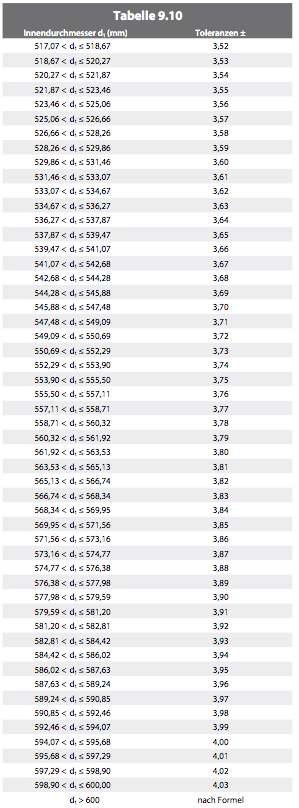
Diese Formel ist nur auf metrische Maßangaben anzuwenden. Die Toleranzen für die Innendurchmesser d1 bis 600 mm sind in Tabelle 9.10 aufgeführt.
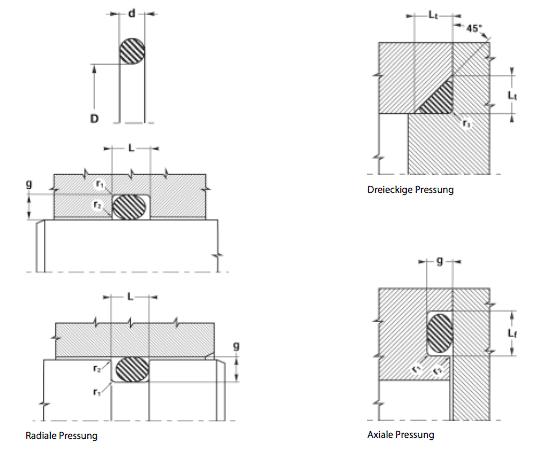
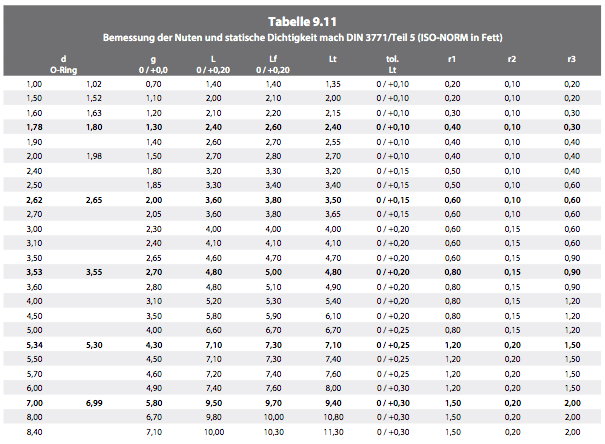
9.6 STATISCHE DICHTIGKEIT VON O-RINGEN
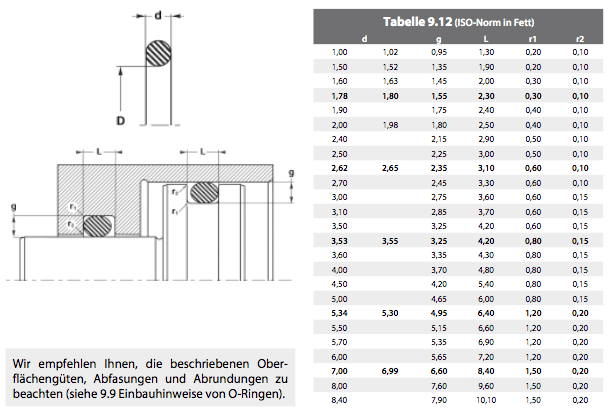
9.7 DYNAMISCHE DICHTIGKEIT FÜR PNEUMATIKZYLINDER
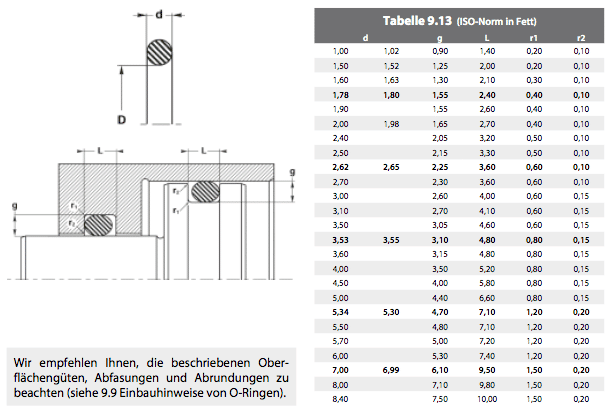
9.8 DYNAMISCHE DICHTIGKEIT FÜR HYDRAULIKZYLINDER
9.9 EINBAUHINWEISE VON O-RINGEN
Einbau und Spiel
Wir raten zu den Toleranzen H7 / f6 bei der Montage. Ziehen Sie das Diagramm von Bild 9.8 unter „9.4 Zulässiges Spiel von O-Ringen“ zu Rate, um das höchstzulässige Spiel e festzulegen: je nach verwendetem Druck muss das Spiel e immer unter den links der Kurve befindlichen Werten liegen.
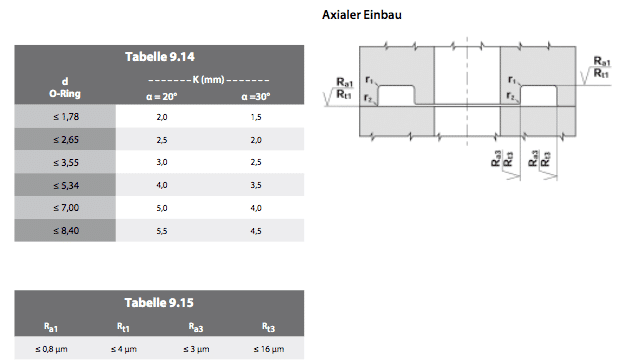
Oberflächengüten
Die in der Tabelle 9.15 angegebenen Rauhigkeitswerte müssen sowohl im Ra- als auch im Rt-Bereich eingehalten werden.
Abfasungen
In Tabelle 9.14 werden die einzuhaltenden Abfasungslängen angegeben.
Abrundungen
Schafte Kanten sind zu vermeiden. Auf den folgenden Seiten werden die einzuhaltenden Radiuswerte angegeben.
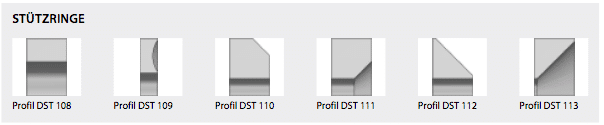
10. Stützringe
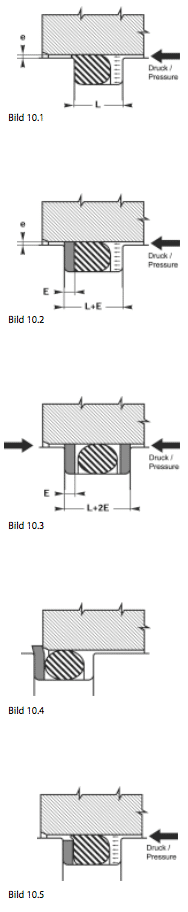
10.1 EXTRUSION
Das Problem der Extrusion tritt dann auf, wenn das Spiel e zwischen den Teilen im Verhältnis zum Druck, durch den der O-Ring verformt wird, zu groß ist. Der O-Ring wird sich dann nämlich nach und nach an der Kante aufreiben und im Laufe der Zeit vollständig abnutzen (Bild 10.1).
Die Nut wird um den Wert E (Dicke des Stützrings) erweitert. Dieser Stützring wird an der dem Druck entgegengesetzten Seite montiert; so wird der O-Ring gestützt und das Problem der Extrusion ist gelöst (Bild 10.2). Die Stützringe werden ebenfalls für doppelwirkende Dichtungssysteme ver- wendet. In diesem Fall sind zwei Stützringe erforderlich (Bild 10.3).
10.2 PROFILE UND WERKSTOFFE
Wir ziehen sowohl für die inneren Nuten als auch für die äußeren Nuten geschlossene Ringe vor. Bei hohen Temperaturen und besonderen Flüssigkeiten muss PTFE verwendet werden und die Ringe müssen für die äußeren Nuten immer durchgetrennt werden, damit sie montiert werden können.
10.3 WEITERE INFORMATIONEN
Obschon es sich beim Stützring um ein sehr einfaches Teil handelt, können seine Auswahl und seine Bemessung sich als äußerst komplex erweisen, dies möchten wir nachstehend darlegen.
A
Befasst man sich mit dem Problem des Ersatzes von bestehenden Teilen, so stellt man fest, dass auf dem Markt gewaltige Unterschiede hinsichtlich der Tiefe der verwendeten Nuten bestehen. Der Ausgangsdruck (siehe Seite 228) kann zwischen 10 und 30 % schwanken.
Beispiel: Unsere Standardringe BU und PBK. Für einen O-Ring d = 2,62 mm beträgt der Schnitt des Rings 2,25 mm in PBK und 2,18 mm in BU. Die Aufstellung der Abmessungen der bestehenden Teile muss also mit äußerster Vorsicht erfolgen, da sämtliche Abmessungen möglich sind, weil jeder Hersteller mit sehr unterschiedlichen Standards arbeitet.
Eine schlechte Bemessung des Rings kann verheerende Folgen haben und die Verwendung eines schlecht an die Nut angepassten Rings zieht folgende Probleme nach sich:
- Ist der Querschnitt des Rings zu groß, wird die Montage schwierig, ja unmöglich und der Ring nutzt sich unweigerlich ab (siehe Bild 10.4).
- Mit einem zu kleinen Querschnitt hingegen macht der Ring keinen Sinn mehr: Das Problem der Extrusion bleibt vollständig bestehen, wie aus Bild 10.5 ersichtlich.
B
Hinsichtlich der neuen Ausführungen sind die Standardangebotspaletten von Dichtungsherstellern häufig begrenzt. Derselbe Ring wird sowohl für die statische als auch für die dynamische Dichtigkeit verwendet.
Beispiel: Unsere Ringe PBK werden häufig bei statischer Dichtigkeit ver- wendet, dabei eignen sie sich besser bei dynamischen Anwendungen (siehe Tabelle 9.13 unter „9.8 Dynamische Dichtigkeit für Hydraulikzylinder“). Die Verwendung der PBK im statischen Bereich wird haupt- sächlich mit wirtschaftlichen Erwägungen begründet. Sie steht jedoch im Gegensatz zur Nuttiefe, die wir unter „9.9 Einbauhinweise von O-Rin- gen“ empfehlen. Bei Maßen, die der Tabelle 9.14 entsprechen, empfehlen wir eine Fertigung als DST 108 im Material H-PU.
Die Auswahl eines Stützrings ist also völlig unterschiedlich je nachdem, ob er für eine neue Ausführung oder für einen Ersatz bestimmt ist.
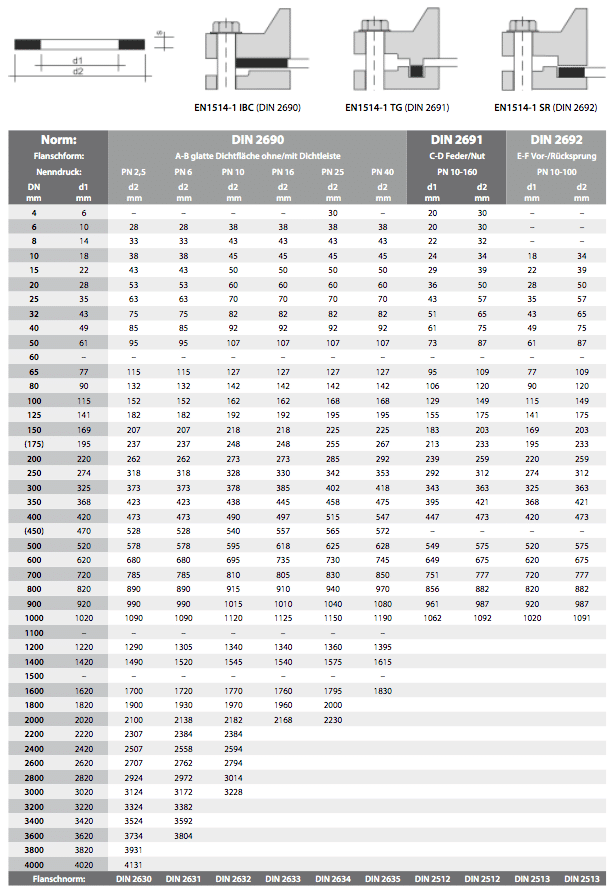
11. Flachdichtungen
11.1 FLACHDICHTUNGEN NACH EN1514-1 (DIN 2690, 2691, 2692)
11.2 MASSE UND TOLERANZEN FÜR DICHTUNGSPLATTEN, PLATTENZUSCHNITTE UND STANZARTIKEL
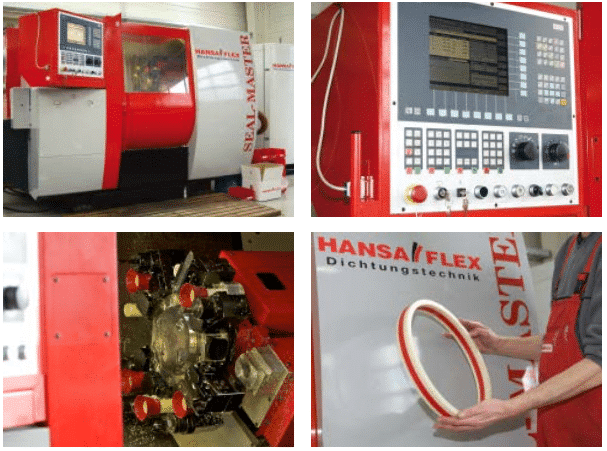
12. Dichtungs-Sofortservice
Das HANSA-FLEX Dichtungsfertigungszentrum
Mit zwei SEAL-MASTER CNC-Fertigungsanlagen sind wir in der Lage, computergestützt Präzisionsdichtungen sowie Kunststoff- bzw. Aluminiumsonderdrehteile von 5 – 520 mm sofort herzustellen. Wir lagern tausende von Dichtungen als Datensätze im Computerspeicher unseres Fertigungszentrums, um für Sie just-in-time Dichtungen von 5 – 520 mm sofort nach Bedarf zu fertigen. Wir liefern fast jede Dichtung noch am Tag der Bestellung, egal ob Standard oder Sonderprofil.
Die Vorteile der Dichtungsfertigung
Alle Dichtungen und Sonderdrehteile können sowohl als Sonderstücke und Standardteile in Ein- und Serienstückzahl mit höchster Genauigkeit produziert werden. Unsere Fertigungssoftware verfügt über einhundert vorprogrammierte Standardprofile. Wir sind in der Lage, diese auf Wunsch unseren Kunden für den speziellen Einsatzfall anzupassen.
Weiterhin halten wir für unsere Kunden ein Standarddichtungslager mit über 11.000 verschiedenen Dichtungsarten und Dimensionen bereit.
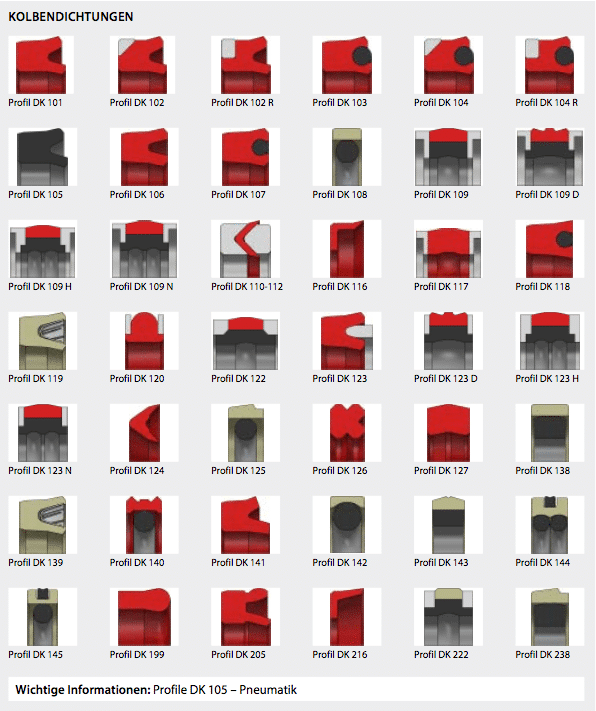
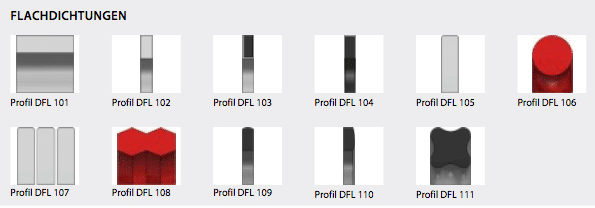
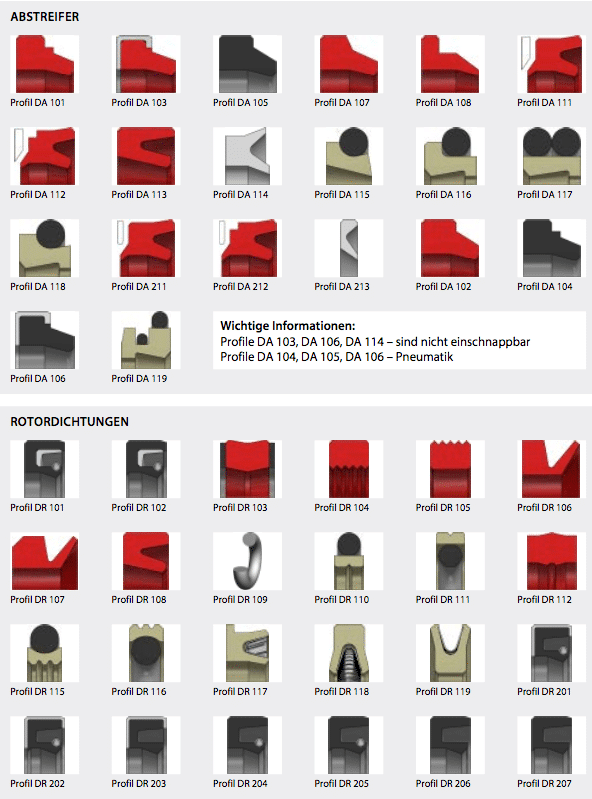
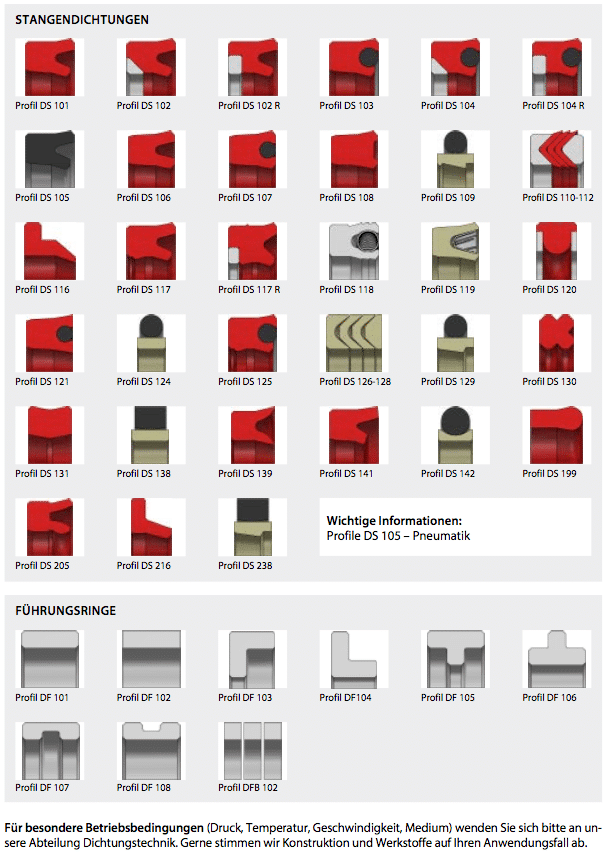
13. Dichtungsprofile
14. Werkstoffdatenblatt